



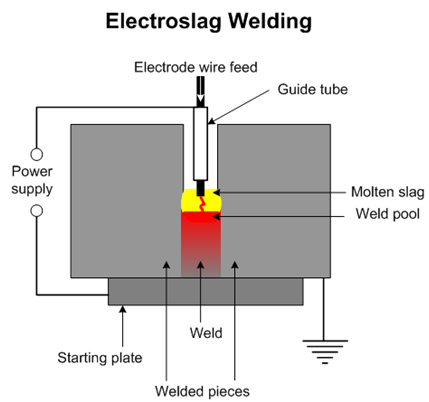
 Electroslag Welding is a welding process, in which the heat is generated by an electric current passing between the consumable electrode (filler metal) and the work piece through a molten slag covering the weld surface.
Prior to welding the gap between the two work pieces is filled with a welding flux. Electroslag Welding is initiated by an arc between the electrode and the work piece (or starting plate).Heat, generated by the arc, melts the fluxing powder and forms molten slag. The slag, having low electric conductivity, is maintained in liquid state due to heat produced by the electric current.
The slag reaches a temperature of about 3500°F (1930°C). This temperature is sufficient for melting the consumable electrode and work piece edges. Metal droplets fall to the weld pool and join the work pieces.
Electroslag Welding is used mainly for steels.
Electroslag Welding is a welding process, in which the heat is generated by an electric current passing between the consumable electrode (filler metal) and the work piece through a molten slag covering the weld surface.
Prior to welding the gap between the two work pieces is filled with a welding flux. Electroslag Welding is initiated by an arc between the electrode and the work piece (or starting plate).Heat, generated by the arc, melts the fluxing powder and forms molten slag. The slag, having low electric conductivity, is maintained in liquid state due to heat produced by the electric current.
The slag reaches a temperature of about 3500°F (1930°C). This temperature is sufficient for melting the consumable electrode and work piece edges. Metal droplets fall to the weld pool and join the work pieces.
Electroslag Welding is used mainly for steels.
Main Technical Specifications
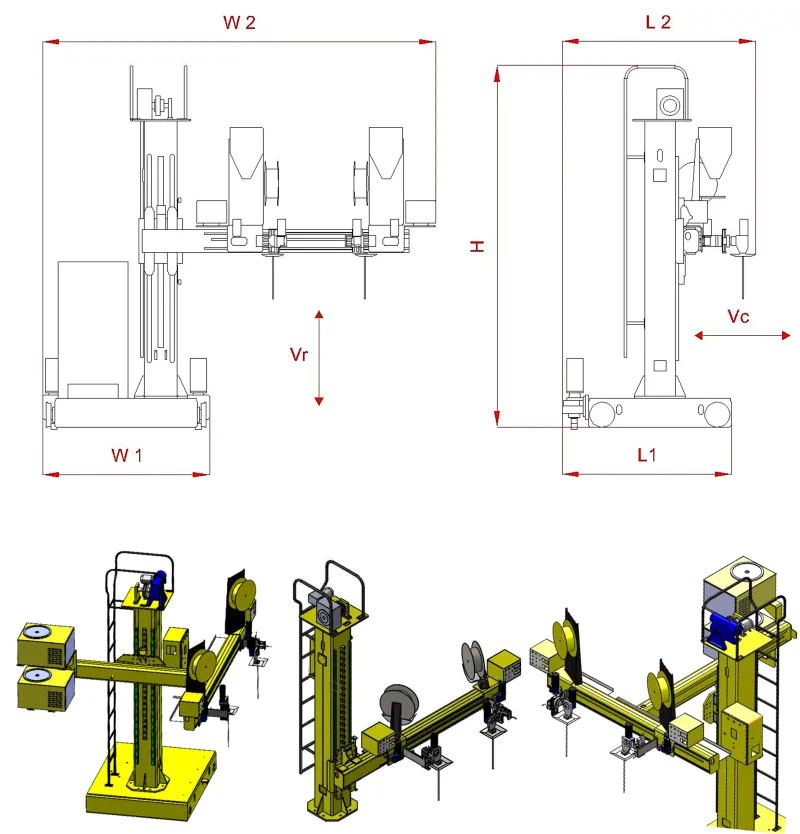
Kara KESW 1300A Technical Specifications


")
")
")

")
")
")
